

Содержание
- Особенности алюминия при фрезеровке на станке с ЧПУ
- Как выбрать фрезу для алюминия
- Расчет и оптимизация режимов резания
- Температурный контроль: системы охлаждения и смазки при фрезеровке алюминия
- Параметры станка для работы с алюминием
- Какой станок выбрать для обработки алюминия
- Как быстро выявить и исправить проблемы
- Заключение
Фрезеровка алюминия на станке ЧПУ требует точной настройки режимов и оборудования. В статье разбираем параметры, которые влияют на качество обработки, типичные проблемы и варианты их решения.
Алюминий прост в обработке при правильно выбранных режимах и инструменте. Если ошибиться со скоростью, подачей или отводом стружки, возможно налипание на режущую кромку, ухудшение чистоты поверхности, вибрации, перегрев. Расскажем, как правильно выбрать фрезы и режимы фрезерования алюминия на станке с ЧПУ, чтобы избежать типичных проблем.

Особенности алюминия при фрезеровке на станке с ЧПУ
Алюминий относится к легкообрабатываемым материалам: при фрезеровке он создает меньшие нагрузки на инструмент, чем сталь. Однако его физические свойства делают технологические ошибки заметными уже на первых проходах.
Особенности материала:
- Высокая пластичность. При недостаточной скорости резания материал мнется, образуя нарост на режущей кромке.
- Низкая температура плавления. Локальный перегрев быстро переводит стружку в липкое состояние.
- Склонность к налипанию. При трении стружка прилипает к кромке и канавкам фрезы.
- Высокая теплопроводность. Тепло уходит в заготовку, но при плохом отводе стружки накапливается в зоне контакта.
Критически важно выбрать правильный режим фрезерования алюминия: обеспечить подходящую скорость, подачу и отвод стружки.
Как выбрать фрезу для алюминия
Неправильно подобранный инструмент быстро приводит к налипанию и потере качества поверхности. Основные требования к фрезе для алюминия:
- полированные стружечные канавки (снижают трение и риск залипания стружки);
- острая режущая кромка с минимальным радиусом притупления;
- увеличенный объем канавок для свободного выноса стружки;
- без покрытия или со специальным низкофрикционным.
Фрезы с 2–3 зубьями подходят для черновых проходов и пазов (лучше отвод стружки), с 3–4 — для чистовой обработки при стабильном выносе стружки.
Угол спирали выбирают с учетом жесткости детали: высокая спираль дает мягкий рез, но увеличивает осевую нагрузку.

Фото с сайта
Расчет и оптимизация режимов резания
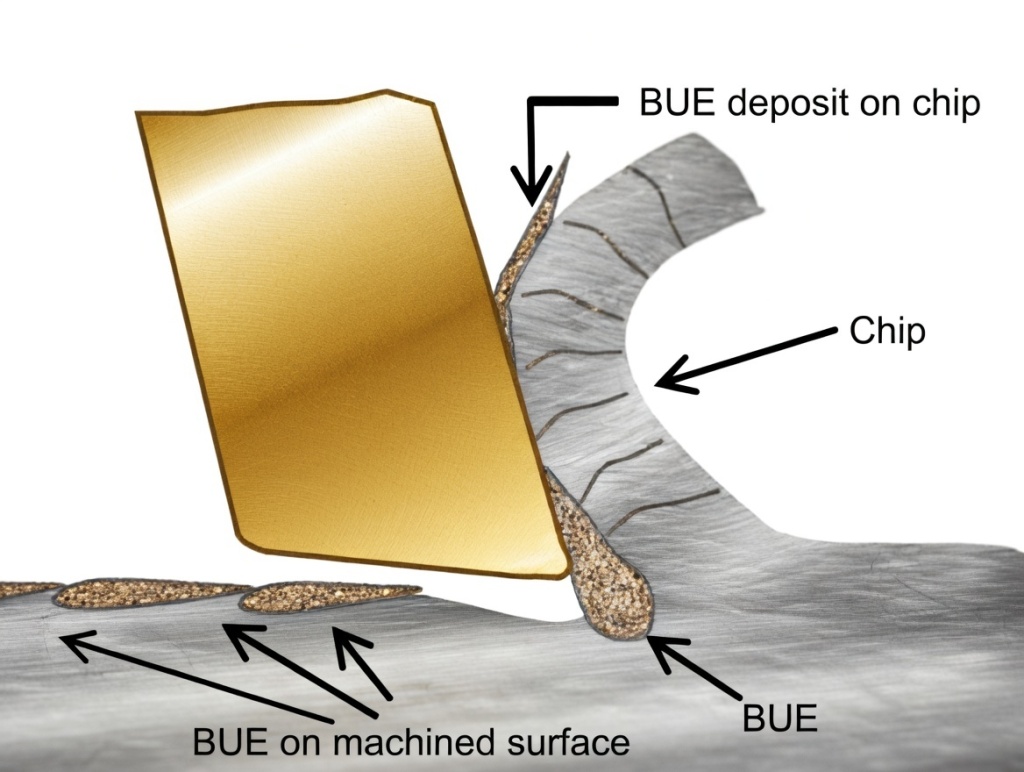
При фрезеровке алюминия на ЧПУ ключевая задача — баланс между скоростью удаления стружки и отводом тепла, чтобы избежать налипания (BUE) и деформации заготовки.
Основные параметры:
- Скорость резания (V):
- Подача на зуб (fz):
- Глубина (ap) и ширина (ae) реза:
Диапазон: Для твердосплавных фрез (VHM) оптимально 350–800 м/мин.
Нюанс: На практике верхний предел часто ограничен не стойкостью инструмента, а максимальными оборотами шпинделя и биением патрона. Работа на скоростях ниже 200 м/мин на алюминии крайне не рекомендуется — это ведет к мгновенному налипанию металла на кромку.
Диапазон: 0,05–0,15 мм/зуб для средних диаметров (6-12 мм)
Риски: Подача ниже 0,02 мм/зуб превращает резание в «трение», вызывая перегрев. Подача выше 0,2 мм/зуб на алюминии допустима только при малом радиальном съеме, иначе возникают вибрации и «дребезг» (дробление на обрабатываемой поверхности).
Черновая обработка: Современный стандарт — ВСО (высокоскоростная обработка). Глубина реза может достигать 2.0 ×D фрезы при малом радиальном шаге (5–15% от D). Это обеспечивает лучший отвод тепла со стружкой.
Чистовая обработка: Глубину оставляют на всю высоту стенки, а припуск по ширине минимизируют до 0,1–0,3 мм. Это исключает отжатие инструмента и гарантирует точность.
Практические советы:
Стружка: Должна быть сегментированной («запятые»), а не длинной лентой. Сильно блестящая стружка — признак перегрева.
Звук: Ровный высокочастотный гул без «визга» и «рычания».
Инструмент: После прохода кромка должна оставаться чистой. Любой след «серебра» на фрезе означает необходимость поднять отдачу или увеличить поток СОЖ.

Дополнительный совет: Используйте фрезы только с 2 или 3 зубьями. 4-зубые фрезы имеют слишком малые канавки, которые алюминий забивает («зализывает») за секунды.
Температурный контроль: системы охлаждения и смазки при фрезеровке алюминия
Несмотря на высокую теплопроводность алюминия, при его фрезеровке важно контролировать температуру в зоне резания. Перегрев приводит к размягчению и налипанию стружки, росту сил резания, ухудшению чистоты поверхности и ускоренному износу инструмента.
Система охлаждения при обработке алюминия должна не только снижать температуру, но и обеспечивать свободный вынос стружки. На практике применяют три основных решения: традиционную подачу СОЖ для черновой обработки и больших съемов, системы MQL для высоких скоростей и чистовых проходов, а также воздушную продувку для удаления стружки и предотвращения ее повторного резания. При этом продувка не заменяет смазку при интенсивной обработке.

Признаки корректного теплового режима: стружка сухая, не липка, на режущей кромке не появляются наросты.
Параметры станка для работы с алюминием
При обработке алюминия на ЧПУ решающую роль играют динамика и стабильность станка. В таблице ниже — основные параметры, влияющие на качество фрезеровки.
|
Параметр |
Практический ориентир |
Что происходит при отклонении |
|
Обороты шпинделя |
от 12 000–15 000 об/мин для большинства операций; выше — для мелкого инструмента и чистовой обработки |
При низких оборотах невозможно обеспечить нужную скорость резания, возрастает риск налипания и ухудшается чистота поверхности |
|
Жесткость станка и крепления |
Минимальные люфты, стабильная фиксация заготовки и инструмента |
Вибрации, «рябь» на поверхности, нестабильное резание даже при корректных режимах |
|
Динамика осей |
Поддержка заданных подач без заметных просадок при ускорениях |
Фактическая подача падает, фреза начинает тереть материал, растет температура |
|
Радиальное биение |
Минимальное биение шпинделя и инструментальной системы |
Неравномерная нагрузка на кромки, ускоренный износ фрезы, ухудшение поверхности |
|
Стабильность работы на оборотах |
Отсутствие вибраций и резонансов на рабочих оборотах |
Ограничение допустимых режимов, рост износа и риск сколов |
Какой станок выбрать для обработки алюминия
Для фрезеровки алюминия предпочтительны станки с высокой динамикой и минимальными люфтами. Прямые приводы по осям позволяют точно выдерживать подачу на сложных траекториях и избегать ее просадок, которые при обработке алюминия быстро приводят к трению и налипанию материала. Преимущества и возможности разных типов приводов мы уже разбирали в статье о шпинделях станков с ЧПУ,
Высокоскоростные шпиндели обеспечивают режимы, при которых алюминий стабильно срезается, а не разминается. Обороты от 20 000 об/мин особенно востребованы при чистовой обработке и работе мелким инструментом, так как позволяют улучшить качество поверхности и снизить риск налипания.
Высокоскоростные обрабатывающие центры объединяют эти характеристики и дают заметное преимущество при обработке сложной геометрии и повышенных требованиях к чистоте поверхности, хотя и не являются обязательными для любой задачи.
В каталоге «Техно-СБ» представлены фрезерные станки с ЧПУ, подходящие для обработки алюминия. Если нужно — специалисты компании помогут подобрать оптимальное решение под конкретные цели.
Как быстро выявить и исправить проблемы
На практике состояние процесса фрезеровки алюминия на станке с ЧПУ проще всего оценивать по стружке, поверхности и поведению инструмента.
|
Признак |
Возможная причина |
Что проверить и скорректировать |
|
Стружка липкая, слипается в комки |
Низкая скорость резания, перегрев зоны резания |
Увеличить скорость резания, проверить подачу СОЖ или MQL |
|
На фрезе быстро появляется нарост |
Слишком малая подача на зуб, трение вместо резания |
Увеличить подачу на зуб, проверить остроту кромки |
|
Поверхность «замыливается» |
Фреза трет материал, а не режет |
Пересмотреть сочетание скорости и подачи |
|
Появляется вибрация и рябь |
Недостаточная жесткость системы или слишком агрессивный съем |
Уменьшить глубину реза, проверить крепление заготовки |
|
Фреза быстро перегревается |
Плохой отвод стружки, повторное резание |
Улучшить продувку, скорректировать траекторию |
|
Кромки детали с заусенцами |
Пластическая деформация при резании |
Оптимизировать режимы чистового прохода |
|
Качество резко падает без видимых причин |
Изменение фактической подачи или биение инструмента |
Проверить шпиндель, держатель и инструмент |
Заключение
Работа с алюминиевыми заготовками на станке с ЧПУ требует точной настройки всех элементов процесса. Качество обработки определяется сочетанием корректно выбранных режимов фрезерования алюминия, подходящей геометрии инструмента, эффективного отвода стружки и стабильной работы станка на высоких оборотах.