
Современные станки с ЧПУ для металлообработки обладают высокой автоматизацией и имеют технологичную инструментальную оснастку. Это значительно упрощает процесс установки и привязки, однако точность работы механизмов напрямую связана с правильностью выполненной настройки.
В статье рассмотрим варианты привязки в автоматическом и ручном режиме, что такое нулевая точка станка с ЧПУ, как ее определить.
Адаптация и закрепление инструментов на станках с ЧПУ
Привязкой называют определение положения режущей части рабочего инструмента относительно нулевой точки станка. Это необходимо для точного позиционирования, качественной обработки заготовки, избежания ошибок в работе механизмов, их возможных столкновений между собой или с заготовкой.
Правильная привязка сокращает процент бракованных изделий, защищает оборудование от повреждения и преждевременного износа. Она включает адаптацию инструмента к держателю, его надежное закрепление, корректное определение координат в пространстве.
Методы привязки инструмента
Выбор подходящего варианта зависит от типа оборудования, цели, сложности выполняемой задачи, требуемой точности обработки. Во время настройки и эксплуатации оборудования используют ручную, автоматическую и полуавтоматическую привязку.
В современных станках применяют автоматизированные системы привязки, такие как Hexagon, Pioneer, Renishaw и другие. Большинство моделей оборудовано специальными датчиками, которые автоматически привязывают нужный инструмент. Этот метод наиболее быстрый и надежный, однако достаточно дорогостоящий.
Использование таких систем существенно повышает качество обработки, производительность, сокращает количество ошибок, снижает риск столкновения подвижных частей и их повреждение. Для эффективной работы применяют современное программное обеспечение. Заданные в управляющую программу алгоритмы автоматически определяют положение инструмента.
Если станок не оснащен датчиком привязки, используют различные методы ручной настройки, когда режущую кромку доводят до касания с заготовкой. Чаще всего подрезают торец заготовки или подтачивают ее по диаметру. Данный метод относительно простой и доступный, но должен проводиться опытным наладчиком или оператором станка. Неправильное действие может привести к сбою и неисправности механизмов.
Привязка длины инструмента: ось Z для ЧПУ
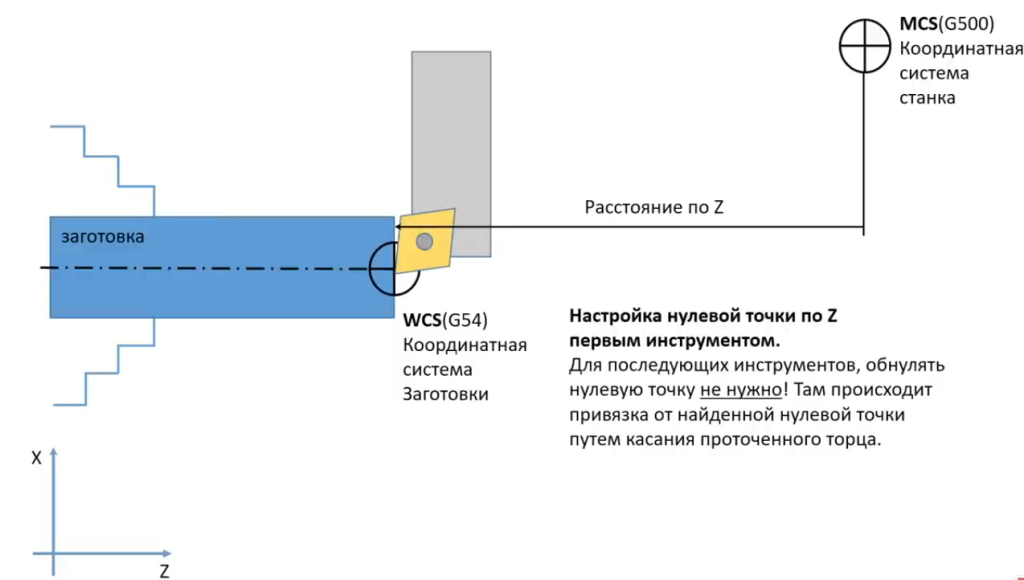
Рассмотрим общий принцип привязки нулевой точки. Сначала выбираем первый необходимый инструмент, который будет отправным для назначения нулевой точки по координате Z. Затем торцуем и назначаем позицию нулевым смещением.
Последующую оснастку привязываем по координате Z к установленному нулю, обновлять нулевую точку уже не нужно. Привязка происходит от найденной нулевой точки путем касания проточенного торца, показывает разницу между первым и последующими инструментами за счет касания одного и того же торца. Относительно нуля настраиваем вылет инструмента.
Применяют следующие варианты установки нуля или их комбинации:
- При использовании метода касания инструмент в ручном режиме подводят к заготовке до момента соприкосновения, после чего устанавливают нулевую точку. Его точность ограничена и больше подходит для черновой обработки.
- При торцевании резец подводят к торцу обрабатываемой заготовки и снимают небольшой слой материала для выравнивания поверхности. Такой вариант не подходит для случаев, когда торцевая поверхность должна оставаться неизменной.
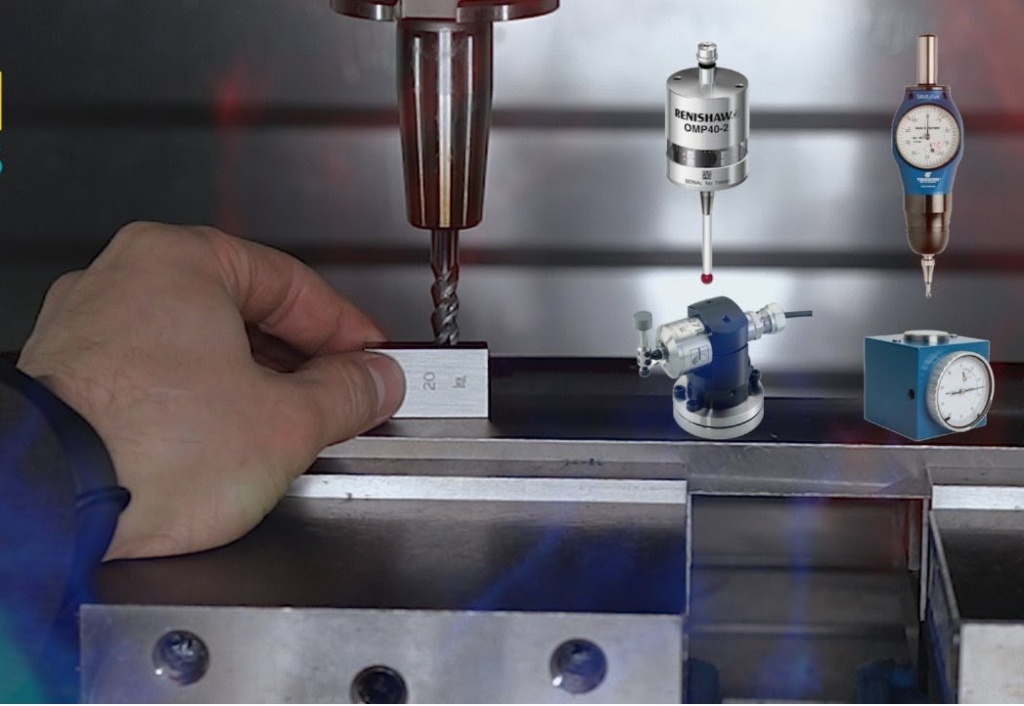
- Для точной привязки без повреждения поверхности детали используют концевые плитки и щупы определенного размера. Толщину щупа учитывают при вводе данных в систему управления.
- Установка часового индикатора также помогает зафиксировать касание с поверхностью заготовки. В данном случае наладчик должен обладать большим опытом, чтобы точно определить нулевую точку.
- Для электропроводящих материалов, металлов и сплавов используют контактный метод. Система автоматически фиксирует момент касания с деталью и таким образом определяет ноль. Этот способ неприменим для материалов, которые не проводят электричество.
- С помощью штангенрейсмуса измеряют длину резца или фрезы, данные вводят в настройки коррекции.
- Наименее точный метод настройки проводят с помощью бумажного листа, который зажимают между рабочим инструментом и заготовкой. В момент зажатия фиксируют нулевую точку.
Привязка инструмента по оси X
Проводится для определения точного расположения резца, фрезы относительно заготовки. Это особенно важно при использовании многоосевых станков и оборудования с поворотными столами.
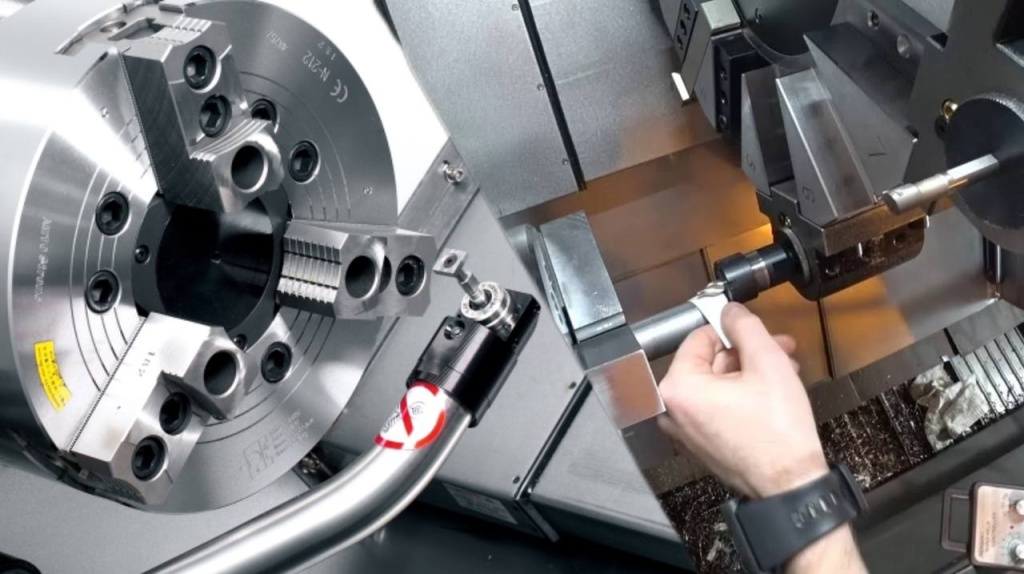
Чтобы сделать привязку по координате X, необходимо коснуться или проточить заготовку в осевом направлении. Затем не сдвигаясь по координате X, измерить полученный диаметр и ввести в поле измерения инструмента на станке.
При механической настройке наладчик или оператор вручную устанавливает инструмент в нужное положение. Для этого используют индикаторные часы или штангенциркуль. Чтобы получить требуемую точность, используют измерительные приборы: микрометры, нутромеры и другие.

Для наружной обработки инструмент устанавливают рядом с заготовкой и выполняют минимальное снятие материала с поверхности. После измеряют диаметр и полученное значение вводят в систему. Для внутренней обработки привязывают сверло, делают отверстие, после чего штангенциркулем или нутромером измеряют внутренний диаметр и вносят данные в программу управления.
На большинстве станков принцип привязки очень похожий, разница может быть лишь в интерфейсе. Автоматическую настройку производят при помощи встроенных в станок датчиков и сенсоров, которые фиксируют положение рабочего инструмента и корректируют с помощью программы.
Что делать для корректной привязки
Чтобы выполнить привязку правильно, придерживайтесь следующих рекомендаций:
- На этапе подготовки убедитесь в хорошем состоянии режущих кромок рабочего инструмента, в случае необходимости замените его или заточите. Проверьте характеристики и соответствие выполняемой задаче. Очистите от возможных загрязнений.
- Во время установки используйте только подходящие приспособления и оснастку для надежной фиксации в шпинделе или магазине.
- Убедитесь, что датчики и измерительные устройства настроены и откалиброваны.
- Проведите необходимые замеры и расчеты, введите нужные параметры в систему управления с использованием автоматического режима или вручную.
- Внимательно проверьте правильность введенных данных в управляющую программу. Убедитесь, что все значения соответствуют используемому инструменту.
- Выполните тестовый запуск программы, чтобы не было сбоев и станок работал в штатном режиме.
Заключение
Привязка инструмента на станках с ЧПУ требует четкого выполнения рекомендаций производителя. Соблюдение инструкции гарантирует высокую производительность, эффективность, точность обработки, а своевременное обслуживание, контроль, проверка работы узлов и механизмов помогут избежать сбоев и неисправностей.
Если у вас возникли вопросы с настройкой и эксплуатацией оборудования с ЧПУ, специалисты инженерно-технической службы всегда готовы помочь в решении любых проблем.