

Содержание
- Можно ли сверлить на фрезерном станке
- Отличия от сверлильного станка
- Преимущества и возможности сверления на станке с ЧПУ
- Технология сверления отверстий на фрезерном станке
- Выбор инструмента и оснастки
- Режимы резания и настройки
- Программирование сверления в G-кодах
- Базовые параметры
- Рабочая плоскость
- Уровни
- Возвраты
- Подача и обороты
- M-коды
- Структура и виды циклов
- Особенности сверления разных типов отверстий
- Глухие отверстия
- Сквозные отверстия
- Глубокие отверстия
- Частые проблемы
- Заключение
В статье объясняем, как выполнять сверление на фрезерном станке с ЧПУ. Разбираем выбор инструмента и режимов, базовые циклы сверления в G-кодах и настройки, которые влияют на точность. Показываем, как обрабатывать глухие, сквозные и глубокие отверстия и что делать при типичных проблемах.
Можно ли сверлить на фрезерном станке
Для фрезерных станков и обрабатывающих центров сверление — штатная операция. Используются обычные сверла, стандартные конусы и патроны. Координаты, подачу и обороты задают в управляющей программе.

Отличия от сверлильного станка
Фрезерный центр с ЧПУ работает как координатная система: оси X/Y/Z движутся по программе, поэтому отверстия получаются без разметки, сразу по сетке и с высокой повторяемостью. Сверлильный станок опирается на пиноль и упоры. Он удобен для единичных отверстий, но при больших массивах точек дает меньшую точность и требует больше ручных операций.
В серийной работе фрезерный станок с ЧПУ выполняет за один установ полную обработку заготовки: сверление, зенкерование, развертывание, нарезание резьбы.
Оснастка и контроль тоже различаются:
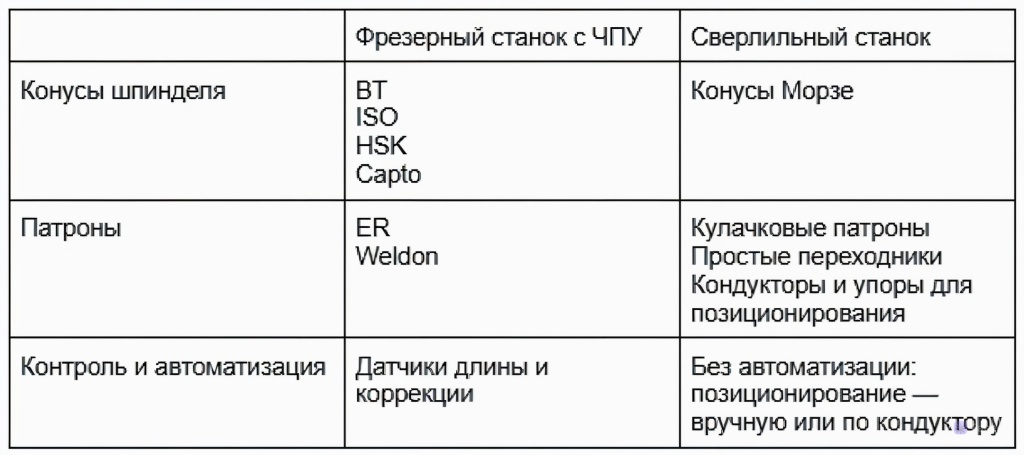
Когда необходимо выполнить много точных координатных отверстий и сопутствующие операции — рациональнее работать на фрезерном центре. Нужны одиночные отверстия большого диаметра — удобнее использовать специализированный сверлильный станок.
Преимущества и возможности сверления на станке с ЧПУ
Фрезерный центр с ЧПУ хорошо справляется со сверлением. Позиционирование идет по программе, поэтому сетки из десятков и сотен отверстий получаются без разметки и кондукторов, а взаимное расположение точек держится в допусках сборочного уровня.

Другие преимущества:
- Скорость и качество полной обработки детали. После сверления станок автоматически выполняет зенкерование, развертывание, растачивание и нарезание резьбы. Это экономит время на переналадке и уменьшает риск ошибок.
- Повторяемость. Параметры подачи, обороты и глубины заданы в программе. Если подключить датчик длины инструмента и контроль износа, станок держит глубину и геометрию даже на больших сериях.
- Простота работы с «проблемными» материалами: нержавеющими сталями, жаропрочными сплавами, цветными металлами. Помогают СОЖ под высоким давлением 30–40 бар через шпиндель и правильно подобранные циклы.
С помощью фрезерного станка с ЧПУ можно выполнять стандартные и глубокие, глухие и сквозные отверстия, фаски, точное развертывание, резьбу, обработку массивов по шаблонам.
Технология сверления отверстий на фрезерном станке с ЧПУ
Подсказываем, что взять, какие режимы задать и на что смотреть в процессе.
Выбор инструмента и оснастки
Базовый набор для фрезерного станка с ЧПУ: сверла из быстрорежущей стали (HSS/Co) для универсальных задач и твердосплавные для высокой производительности.
Под посадку шпинделя берут конусы BT/ISO/HSK/Capto, часто используют цанговые патроны ER или Weldon-держатели.
Режимы резания и настройки
Режимы зависят от материала заготовки и типа сверла:
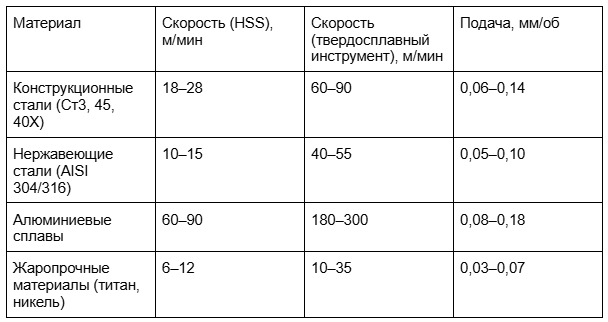
Если возникают признаки наклепа (скрип, потемнение стружки, рост усилия), обороты снижают.
Программирование сверления в G-кодах
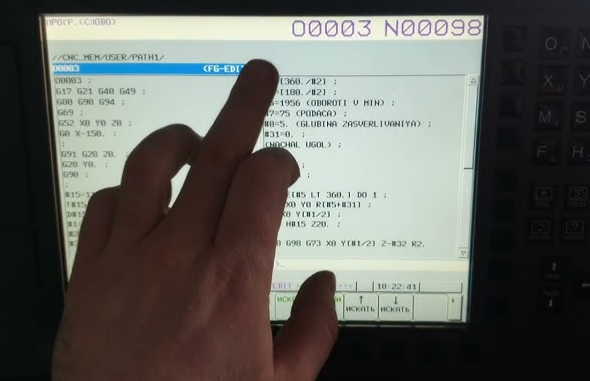
Современные фрезерные станки с ЧПУ позволяют сверлить с помощью циклов. Оператору не нужно прописывать каждое движение шпинделя: достаточно задать координаты, глубину, подачу и несколько параметров, а контроллер сам рассчитает последовательность. Это ускоряет работу, повышает точность и исключает ошибки при вводе.
Базовые параметры
Перед вызовом любого сверлильного цикла нужно задать контекст — в какой плоскости и при каких условиях станок будет работать. Разберем все параметры.
Рабочая плоскость
- G17 — плоскость X–Y (для фрезерных операций, стандартная по умолчанию);
- G18 — X–Z;
- G19 — Y–Z.
Уровни
- Z — конечная точка по глубине, то есть куда сверло должно дойти.
- R — уровень возврата над поверхностью детали. От этого уровня начинается и заканчивается каждое сверление.
Возвраты
- G98 — после каждого отверстия шпиндель возвращается в исходный уровень Z, заданный перед циклом;
- G99 — возврат только на уровень R.
Подача и обороты
F — линейная скорость подачи, мм/мин;
S — скорость вращения шпинделя, об/мин.
Эти параметры можно задать до цикла и они будут действовать для всех отверстий.
M-коды
Для сверления обычно включают вращение шпинделя по часовой стрелке (M03), подачу СОЖ (M08) и по завершении отключают их (M09, M05).
Структура и виды циклов
Любой сверлильный цикл в G-кодах имеет одинаковую основу. Первая строка активирует цикл и описывает, как именно он будет выполняться.
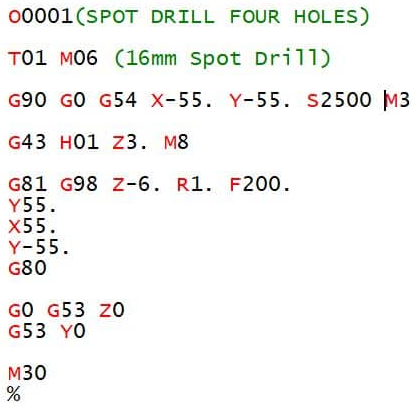
Формат обычно такой:
G81 X… Y… Z… R… F…;
Основные циклы сверления::
- G81 — простое сверление. Базовый цикл без выдержки и ступеней. Инструмент опускается до глубины Z с подачей F, затем возвращается на уровень R. Используется для сквозных отверстий, когда стружка выходит свободно и материал не требует прерывистого резания.
- G82 — сверление с выдержкой на дне. Отличается тем, что после достижения глубины инструмент делает паузу (параметр P).
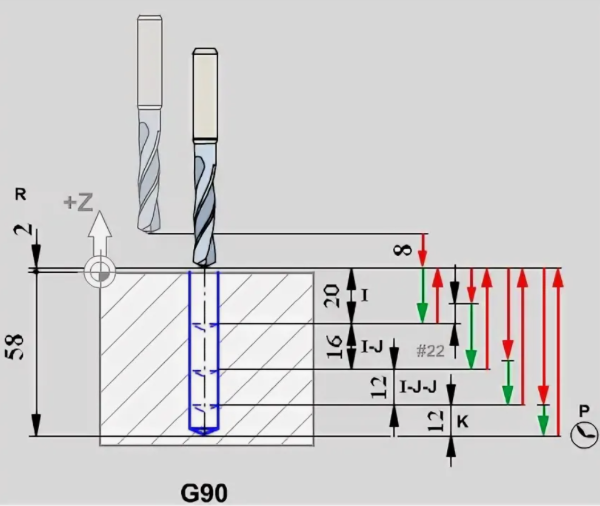
- G83 — ступенчатое (peck) сверление. Предназначено для глубоких отверстий. Сверло идет на заданную глубину Q, потом возвращается на уровень R для сброса стружки, снова углубляется, пока не дойдет до Z. Этот цикл бережет инструмент, снижает нагрев и предотвращает забивание канавок.
- G73 — «чип-брейкинг» сверление. Похоже на G83, но возвраты происходят не полностью, а на небольшую величину. Применяется при неглубоких отверстиях (до 3–5 диаметров) для ломки стружки и предотвращения наклепа.
- G80 — отмена цикла. После выполнения серии отверстий командой G80 выходят из сверлильного режима, чтобы перейти к следующей операции (например, фрезерованию или смене инструмента).
- G53 - Отключает смещения рабочей системы координат и активирует абсолютную систему координат станка. Полезна для возврата инструмента в исходное
Примечаение: после объявления цикла достаточно указать координаты X/Y следующих отверстий — управляющая система повторит тот же алгоритм для каждой точки.
Особенности сверления разных типов отверстий
Коротко разберем, что менять в программе и оснастке в зависимости от типа отверстия.
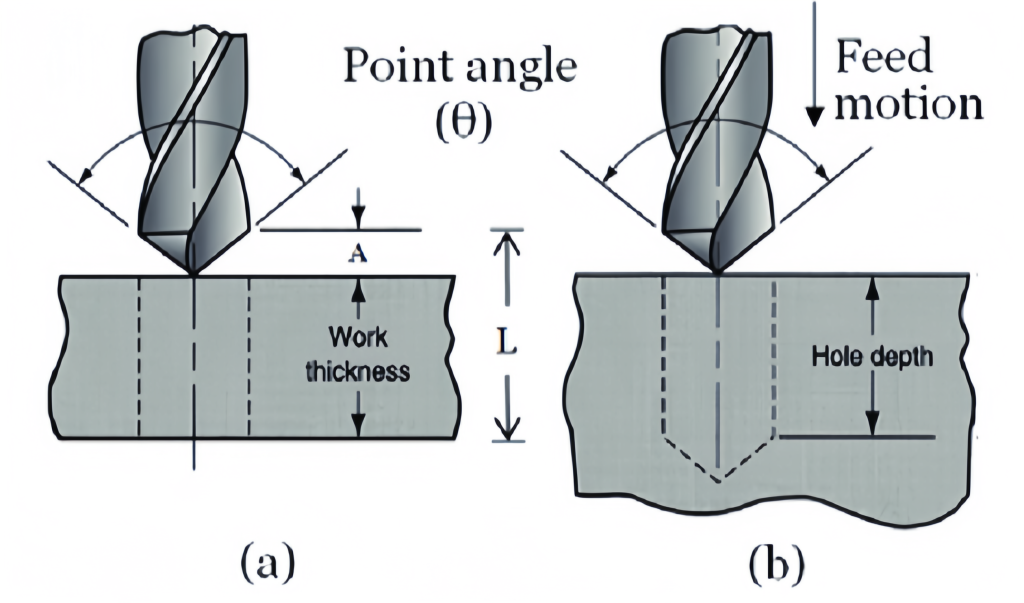
Сквозные отверстия (а)
Главная проблема — выход сверла. На последних 0,2–0,5 мм подачу снижают, чтобы не сколоть кромку. Если есть доступ к обратной стороне, отверстие подчищают зенковкой или снимают фаску заранее с лицевой стороны.
Глухие отверстия (b)
В программе задают:
- фактическое значение Z с учётом фаски или последующей обработки;
- выдержку на дне (G82 P), если нужна ровная поверхность;
- безопасный уровень R, чтобы избежать столкновения с зажимами.
Если поверхность входа неровная или деталь зафиксирована под углом, перед основным сверлением делают короткое центрирование. Это помогает сверлу войти точно по оси и снижает риск увода.
Глубокие отверстия
При выполнении отверстий глубже 3–5 диаметров (D) используют твердосплавные сверла с эффективным отводом стружки (чип-брейкер) и выбирают цикл G83 со ступенчатым проходом. По возможности применяют подачу СОЖ через шпиндель (TSC).
При глубине 15–20D и больше стоит переходить на специальный инструмент — канальные глубокосверлильные сверла или эжекторные системы.
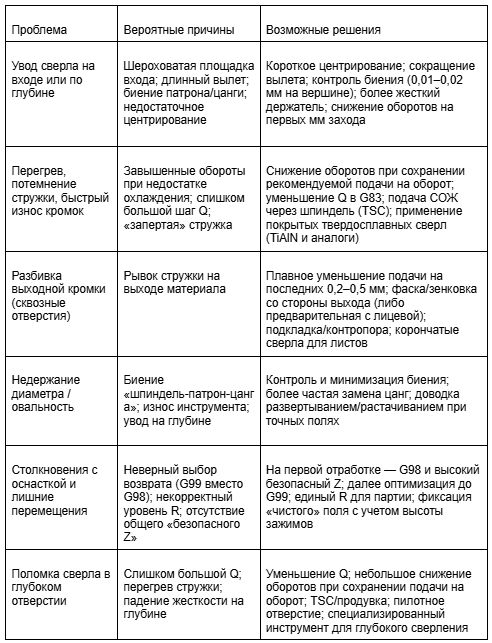
Частые проблемы
Даже при правильном выборе цикла и параметров иногда возникают типичные неполадки.
Заключение
Для стабильного сверления на фрезерном станке с ЧПУ важен правильный выбор оснастки, режима, цикла. Системный подход и внимание к деталям повышают точность, ресурс инструмента и скорость выполнения работ.
В нашем каталоге широко представлены фрезерные станки с ЧПУ от ведущих производителей. Если нужна помощь с выбором — обращайтесь к нашим специалистам, найдем решение под вашу задачу.