

Содержание
- Особенности обработки нержавеющей стали
- Повышение прочности нержавейки
- Как подобрать режущий инструмент
- Материал режущей части
- Геометрия режущей кромки
- Покрытие инструмента
- Жесткость инструментальной системы
- Какой режим использовать для обработки нержавеющей стали
- Общие рекомендации для российских нержавеек
- Как улучшить обработку нержавеющей стали
- Как эффективно удалять стружку
- Заключение
В статье разбираем особенности токарной обработки нержавеющей стали на станках с ЧПУ. Расскажем, почему нержавейка склонна к наклепу и перегреву, как это влияет на выбор инструмента и режимов резания. Разберем способы улучшения технологии и приемы эффективного удаления стружки, которые помогают получить стабильное качество обработки.
Нержавеющую сталь широко применяют в машиностроении, пищевой и химической промышленности, медицине. Основная трудность при токарной обработке этого материала связана с сочетанием его прочности и пластичности. Нержавейка хуже отводит тепло, склонна к упрочнению в зоне резания и быстрее нагружает режущий инструмент.
При обработке нержавеющей стали на токарном станке с ЧПУ необходимо учитывать свойства материала и подбирать инструмент, режимы резания и систему охлаждения с учетом этих особенностей. Расскажем, как это сделать.
Особенности обработки нержавеющей стали
Нержавейка отличается от углеродистых сталей. Основные особенности:
- Низкая теплопроводность. При обработке большая часть тепла концентрируется в зоне резания и на режущей кромке.
- Высокая пластичность. В процессе резания это проявляется в склонности к налипанию материала на режущую кромку и образованию нароста.
- Интенсивное упрочнение при пластической деформации. Это отличие заслуживает подробного объяснения в следующем блоке.
Также нержавеющая сталь часто образует длинную непрерывную стружку, которая тяжело отводится и способна повредить обработанную поверхность.
Повышение прочности нержавейки
В процессе токарной обработки нержавеющая сталь склонна к упрочнению поверхностного слоя. Основная причина — наклеп, возникающий при пластической деформации металла в зоне резания.
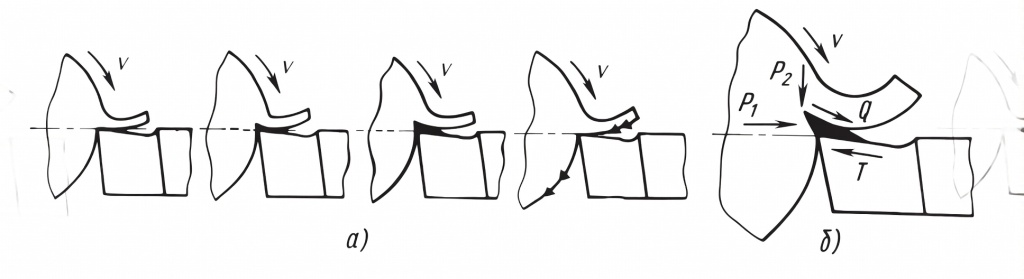
Частицы нароста постоянно уносятся стружкой, увлекаются обработанной поверхностью заготовки, иногда нарост целиком срывается с передней поверхности инструмента и тут же вновь появляется (рис. 1а). Объясняется это тем, что нарост находится под действием силы трения Т, сил сжатия P1, и P2 и силы растяжения Q (рис. 1б).
Наклеп наиболее выражен при малых подачах и небольшой глубине резания, когда инструмент не срезает упрочненный слой, а повторно деформирует его. В результате увеличивается твердость поверхности и сопротивление резанию при последующих проходах. Дополнительно влияет температурный фактор. Из-за низкой теплопроводности нержавеющей стали тепло концентрируется в зоне резания. При недостаточном охлаждении это ухудшает условия резания и повышает нагрузку на кромку; на фоне наклепа это быстрее приводит к росту усилий и износу.
Как подобрать режущий инструмент
При токарной обработке нержавеющей стали на станках с ЧПУ режущий инструмент подбирают с учетом повышенных нагрузок, температуры и склонности материала к наклепу.
Материал режущей части
Для обработки нержавеющей стали применяют твердосплавные пластины. Они обеспечивают необходимую стойкость при высоких температурах. Инструмент из быстрорежущей стали используется ограниченно и, как правило, менее эффективен.

Твердосплавная пластина по нержавейке CNMG
Геометрия режущей кромки
Предпочтительны острые пластины с положительным или умеренно положительным передним углом. Такая геометрия снижает силу резания, уменьшает образование нароста и замедляет наклеп материала. Пластины с усиленной геометрией и тупой кромкой, напротив, увеличивают нагрузку на инструмент и ухудшают условия резания.
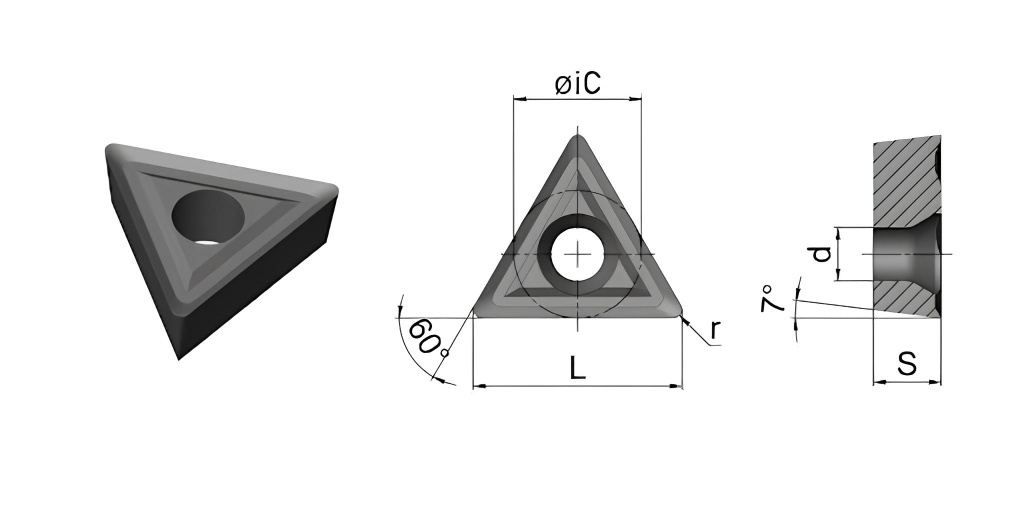
Пластина формы T (треугольник с углом 60°). Геометрия: позитивная. Задний угол: 7°. Радиус при вершине: 0,8 мм. Исполнение: одностороннее.
Покрытие инструмента
Для нержавеющих сталей используют износо- и термостойкие покрытия. Выбор конкретного зависит от режимов резания и применяемой системы охлаждения.

Пример пластины с покрытием CVD
Жесткость инструментальной системы
Критичны минимальный вылет, корректный подбор державки и точная установка инструмента. При недостаточной жесткости появляются вибрации, ухудшается качество поверхности и снижается стойкость режущей кромки.

Минимальный вылет канавочного резца на токарном станке
Какой режим использовать для обработки нержавеющей стали
Универсальных значений не существует, но есть общие принципы, которые обычно соблюдают при токарной обработке нержавейки:
- Скорость резания обычно выбирают ниже, чем для углеродистых сталей. Слишком высокая — вызывает перегрев режущей кромки и ускоряет износ. Сильно занижать скорость также не стоит, так как в этом случае ухудшается формирование стружки и возрастает риск налипания материала.
- Подача должна быть достаточной для нормального срезания металла. При слишком малой подаче инструмент не режет, а деформирует поверхностный слой, из-за чего появляется наклеп. Это особенно критично при чистовой обработке.
- Глубина резания должна обеспечивать снятие упрочненного слоя за один проход. Неглубокие проходы по нержавейке часто приводят к повторной обработке наклепанной поверхности и росту нагрузки на инструмент.
- Охлаждение обязательно. Нержавеющая сталь плохо отводит тепло, поэтому стабильная подача СОЖ снижает температуру в зоне резания, улучшает отвод стружки и увеличивает стойкость инструмента.
Таблица ориентировочных режимов обработки для нержавеющих сталей:
|
Марка (ГОСТ) |
Тип стали |
Вид обработки |
Глубина (ap), мм |
Подача (f), мм/об |
Скорость (Vc), м/мин |
Особенности |
|
08Х18Н10 |
Аустенитная |
Черновая |
2.0 – 4.0 |
0.20 – 0.40 |
130 – 160 |
Базовая аустенитная сталь. Склонна к налипанию. Требует острых кромок и стабильной подачи. |
|
(аналог AISI 304) |
Получистовая |
0.7 – 1.5 |
0.15 – 0.25 |
150 – 180 |
||
|
Чистовая |
0.2 – 0.5 |
0.08 – 0.15 |
170 – 200 |
|||
|
|
|
|
|
|
|
|
|
12Х18Н10Т |
Аустенитная |
Черновая |
2.0 – 4.0 |
0.20 – 0.35 |
110 – 140 |
Самая вязкая и «липучая». Из-за титана возможен абразивный износ. Скорость ниже, чем у 08Х18Н10. |
|
(аналог AISI 321) |
(с титаном) |
Получистовая |
0.7 – 1.5 |
0.15 – 0.25 |
130 – 160 |
|
|
Чистовая |
0.2 – 0.5 |
0.08 – 0.15 |
150 – 180 |
|||
|
03Х17Н14М3 |
Аустенитная |
Черновая |
1.5 – 3.0 |
0.15 – 0.30 |
100 – 130 |
Молибденовая сталь (повышенная кислотостойкость). Более прочная и вязкая, чем 12Х18Н10Т. Режимы ближе к нижней границе. |
|
(аналог AISI 316L) |
(с молибденом) |
Получистовая |
0.5 – 1.2 |
0.10 – 0.20 |
120 – 150 |
|
|
Чистовая |
0.2 – 0.5 |
0.05 – 0.12 |
140 – 170 |
|||
|
08Х17Н13М2Т |
Аустенитная |
Черновая |
1.5 – 3.0 |
0.15 – 0.25 |
100 – 120 |
Аналог AISI 316Ti. Титан + молибден = самый сложный для обработки вариант аустенитной. Высокий износ. |
|
(аналог AISI 316Ti) |
(Mo + Ti) |
Чистовая |
0.2 – 0.5 |
0.05 – 0.10 |
120 – 150 |
|
|
12Х17 |
Ферритная |
Черновая |
2.0 – 5.0 |
0.25 – 0.50 |
150 – 200 |
Магнитная, менее вязкая. Режется хорошо, близко к углеродистым сталям. Стружка часто ломаная. |
|
(аналог AISI 430) |
Чистовая |
0.2 – 0.5 |
0.08 – 0.18 |
180 – 240 |
||
|
20Х13 |
Мартенситная |
Черновая |
2.0 – 5.0 |
0.25 – 0.50 |
140 – 180 |
Режимы зависят от твердости (HRC). Таблица дана для состояния поставки (HRC < 25). После закалки (HRC > 40) скорость снижают до 60-100 м/мин. |
|
30Х13 |
Нержавеющая |
Получистовая |
0.5 – 1.5 |
0.15 – 0.30 |
160 – 200 |
|
|
40Х13 |
для валов/инстр. |
Чистовая |
0.2 – 0.5 |
0.05 – 0.15 |
180 – 220 |
|
|
14Х17Н2 |
Мартенситная |
Черновая |
1.5 – 3.0 |
0.15 – 0.35 |
120 – 160 |
Высокопрочная сталь. Требует жесткого станка и износостойких пластин. |
Общие рекомендации для российских нержавеек
По скорости (Vc):
Для 12Х18Н10Т (с титаном) всегда берите скорость на 10–15% ниже, чем для 08Х18Н10. Титан делает сталь более абразивной.
Для 03Х17Н14М3 (с молибденом) скорости еще ниже из-за высокой вязкости.
По подаче (f):
Нижний предел: Никогда не опускайте подачу ниже 0.05 мм/об на чистовых проходах для аустенитных сталей (08Х18Н10, 12Х18Н10Т). Иначе — наклеп и быстрый износ.
Для 40Х13 в закаленном состоянии подача может быть меньше (0.02–0.05 мм/об), но там обычно работают уже не твердосплавом, а CBN (кубический нитрид бора).
По охлаждению:
12Х18Н10Т и 03Х17Н14М3 требуют обязательного и обильного полива СОЖ. Без охлаждения стойкость пластины упадет в разы.
Как улучшить обработку нержавеющей стали
Улучшение технологии сводится к устранению типовых причин нестабильного резания: наклепа, перегрева и вибраций. Это достигается за счет конкретных решений:
- Разделение черновой и чистовой обработки. Черновые проходы выполняют с подачей и глубиной резания, достаточными для устойчивого срезания материала. Это снижает риск наклепа в поверхностном слое. Чистовую обработку выполняют отдельным инструментом, в стабильных режимах, избегая слишком малой глубины резания, при которой возрастает вероятность упрочнения материала.
- Минимизация повторных проходов по одной поверхности. При программировании обработки исключают лишние касания и корректируют траектории так, чтобы каждый проход снимал материал, а не шел по уже упрочненному слою. Это особенно важно при обработке уступов, канавок и переходных радиусов.
- Использование направленной подачи СОЖ. Подача охлаждающей жидкости должна быть ориентирована непосредственно в зону резания. Это снижает температуру режущей кромки, уменьшает адгезионный износ и стабилизирует процесс. При наличии возможности предпочтение отдают инструменту с внутренним подводом СОЖ.
- Контроль жесткости заготовки и инструмента. При обработке длинных или тонкостенных деталей применяют заднюю бабку, люнеты или корректируют схему закрепления. Вылет инструмента сокращают до минимально необходимого. Это снижает вибрации и улучшает качество поверхности.
- Корректный подбор припусков. Припуск на чистовую обработку должен быть достаточным для снятия упрочненного слоя. Слишком малый — часто приводит к повторной обработке наклепанной поверхности и ухудшению результата.
Такая настройка технологии позволяет стабилизировать резание, повысить стойкость инструмента и получить повторяемое качество деталей из нержавеющей стали.
Как эффективно удалять стружку
Нержавеющая сталь часто образует длинную непрерывную стружку, которая мешает резанию и может повреждать поверхность детали.
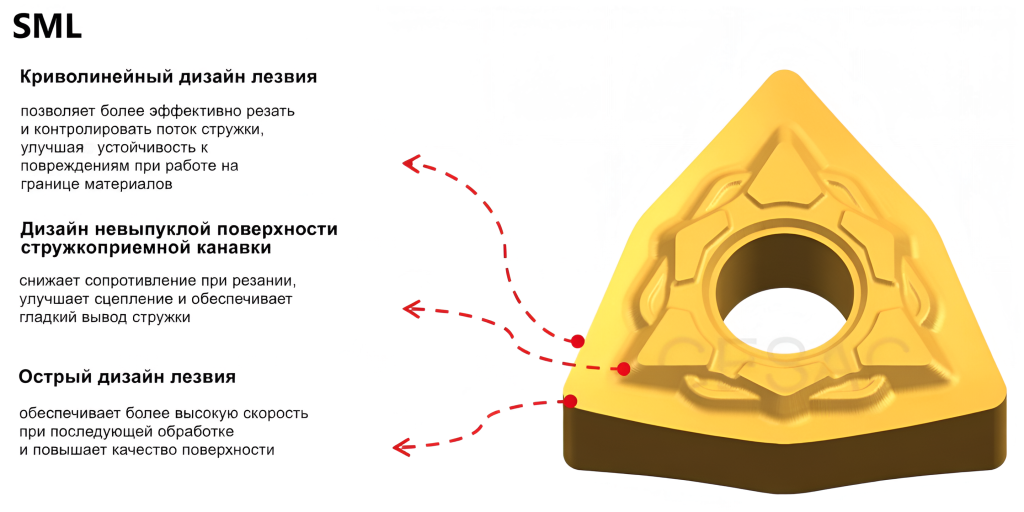
Для нержавейки применяют режущие пластины со стружколомами, рассчитанными на вязкие материалы. Их геометрия обеспечивает дробление стружки и снижает вероятность ее наматывания на деталь или инструмент. При этом стоит учесть, что стружколом работает корректно только в определенном диапазоне подач. Слишком малая подача приводит к формированию длинной ленты, слишком большая — к нестабильному резанию.
Например, пластины фирмы GESAC
При программировании ЧПУ настраивают подводы и выходы инструмента, чтобы стружка свободно уходила из зоны резания и не накапливалась в канавках или на уступах.
Заключение
Обработка нержавейки на токарном станке с ЧПУ требует учета свойств материала. Стабильный результат достигается за счет правильного выбора режимов резания, эффективного охлаждения и продуманной работы со стружкой. Но первый шаг к качественной обработке — выбор надежного оборудования. В каталоге «Техно-СБ» представлены токарные станки с ЧПУ, подходящие для работы с нержавеющими сталями в серийном и мелкосерийном производстве. Специалисты компании помогут подобрать оборудование под конкретные задачи — оставьте заявку на сайте или позвоните нам, чтобы получить консультацию специалиста.