
В современных станках для программирования команд используют унифицированные коды. Это набор буквенно-цифровых обозначений, каждое из которых выполняет определенную функцию.
В статье расскажем, что такое числовое программное управление, разберем значение основных символов и как устроен язык программирования ЧПУ.
Что вы узнаете:
Что такое G и M коды?
Система кодирования управляющих программ впервые была разработана в США для автоматизации производства и хорошо себя зарекомендовала в электронной промышленности. Разработчики непрерывно совершенствовали систему программирования. Со временем ее адаптировали под ISO и советский стандарт 20999-83.
Программный код имеет строгую структуру. Его записывают на компьютер в виде набора буквенных, цифровых символов и других знаков.
Ключевыми буквенными обозначениями принято считать G и М коды для станков ЧПУ. В программном управлении они выполняют подготовительные и вспомогательные функции соответственно.
Помимо упомянутых, в программе задействованы и другие символы, которые отвечают за углы поворота, параметры интерполяции и шаг резьбы. Подробная расшифровка каждого буквенного символа приведена в таблице.
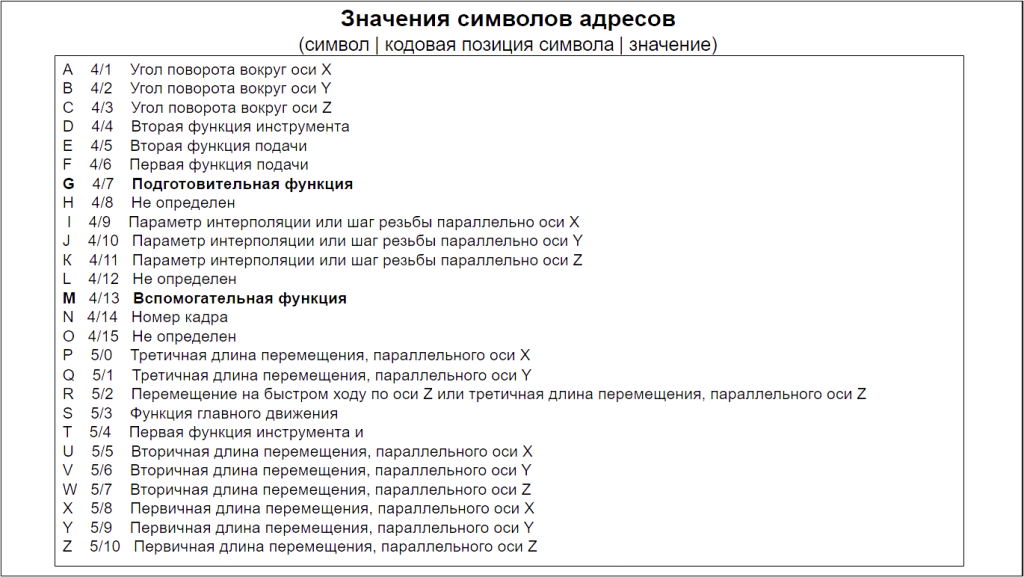
Значение символов адресов
В сочетании с цифровыми символами они отвечают за координирование рабочего инструмента по осям, его перемещение, скорость работы и другие параметры.G-код — это буквенное обозначение подготовительных функций, с помощью которых оператор настраивает станок на дальнейшие действия.
Для программирования технологических команд в станках ЧПУ используют вспомогательные М-коды. С их помощью управляют различными режимами работы оборудования: пуском и отключением какой-либо настройки, сменой рабочего инструмента и другими.
Стандартные М-коды включают и выключают системы охлаждения, запускают и останавливают инструменты, специальные — взаимодействуют с другими механизмами на станках. Большинство производителей оставляют несколько (от 5–8) свободных М-команд для нужд производства заказчика.
Последовательность кодов используют для создания новых программ и корректировки старых. Их можно дорабатывать с помощью дополнительных символов.
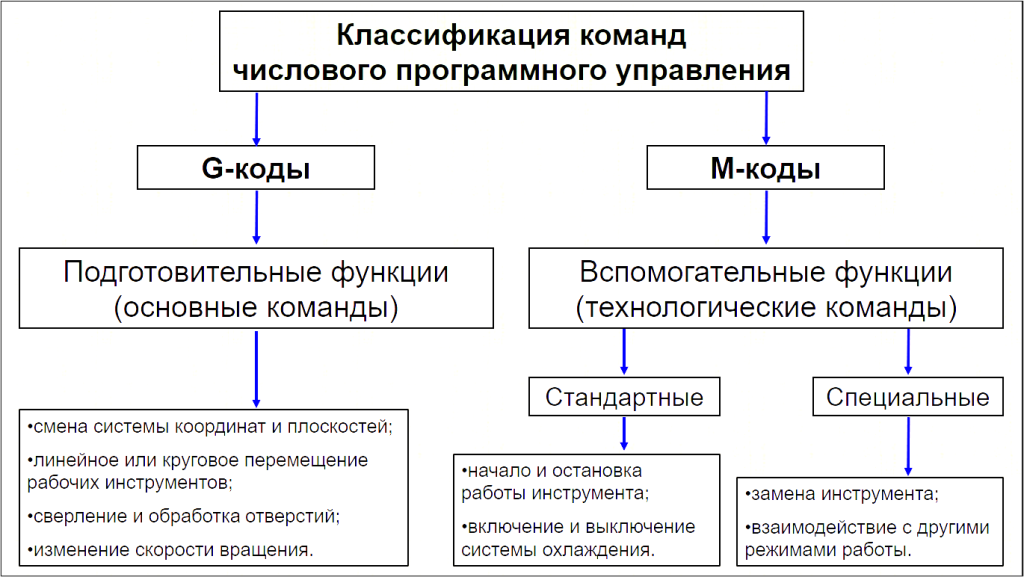
Классификация функций на основе G-М-кодов
Совокупность одной или нескольких команд управления объединяют в специальные группы, которые называют кадры. Каждое кодовое слово в нем выполняет определенную задачу или функцию.
В первом кадре стоит символ «%», что означает начало программы. Остальным кадрам присваивают порядковые номера, по которым система понимает последовательность их смены. В конце программы вводят завершающую команду. Например, код M02 или M30.
Программу управления, как правило, записывают таким образом, чтобы в новом кадре отображалась только изменяющаяся по отношению к предыдущему технологическая, вспомогательная и геометрическая информация. Допускается использовать несколько функций.
Пример записи:
X.01 — в программе означает перемещение на размер 0,01 мм по оси X;
Y 150 — перемещение на размер 150,0 мм по оси Y.
В зарубежной технической документации станки ЧПУ обозначают аббревиатурой CNC (Computer Numerical Control). Для написания команд используют язык программирования ISO 7-bit или его аналоги.
Сводная таблица G и M команд для программирования
В основе программного управления станками заложена система G-М-кодирования. С помощью определенного набора подготовительных и вспомогательных команд программируют работу механизмов и выстраивают весь производственный процесс.
Приведем несколько примеров подготовительных (G) и вспомогательных (М) кодов. Чтобы инструмент совершал круговые движения по часовой стрелке, в программу вносят команду G02; чтобы перемещался по линейной траектории — G01. Если нужно остановить вращение, используют код М05, заменить инструмент — М06.
Полный список функций и их расшифровку производитель дает в инструкциях и руководствах пользования на конкретное оборудование.
Оператор станка или программист выбирает из сводной таблицы нужные команды и настраивает механизм на соответствующий режим работы. В разных системах ЧПУ набор команд может отличаться, но основные коды совпадают.
Расшифровка G-кодов
Один из важных буквенных символов в управляющей программе — G-код, который используют для записи подготовительных функций. Команда должна выражаться конкретным кодовым числом. Например, чтобы выбрать тип подачи, записывают следующие коды: G93 — подача в функции, обратной времени; G94 — подача в минуту; G95 — подача на оборот.
Основные команды с применением G-кодов:
- смена координат и плоскостей;
- линейное или круговое перемещение инструментов;
- сверление и обработка отверстий, резьб;
- изменение скорости вращения.
Таблица G-кодов для ЧПУ:
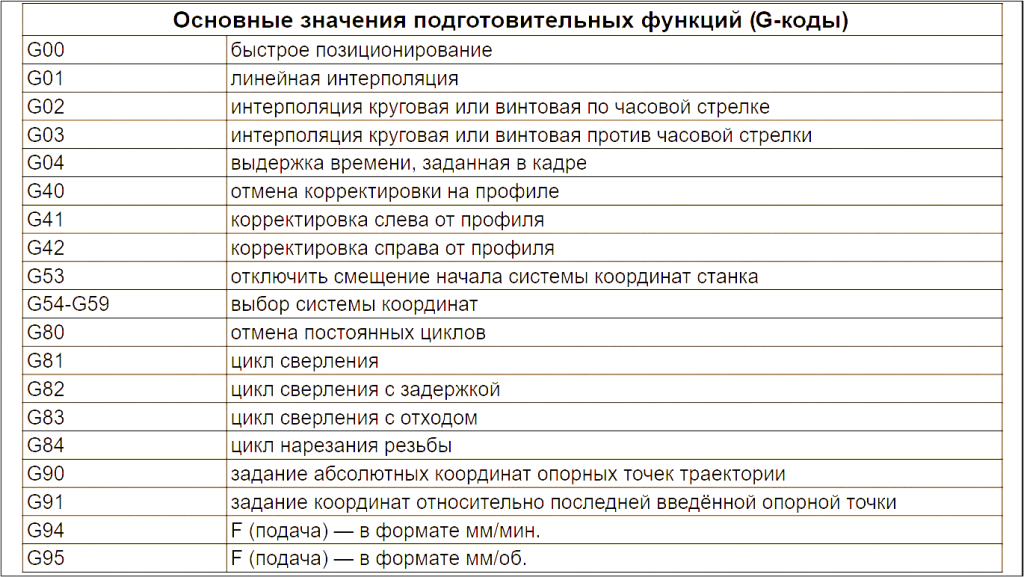
Значение подготовительных функций для станков
Расшифровка M-кодов
Технологические команды обозначают символом М. Они управляют инструментами и режимами оборудования. На разных моделях станков коды могут отличаться.
Основные действия с использованием М-кодов:
- запуск и остановка вращения шпинделя;
- замена инструмента;
- включение и отключение вспомогательного или основного охлаждения;
- вызов и возврат из подпрограммы и другие функции.
Полный перечень команд приведен в таблице:
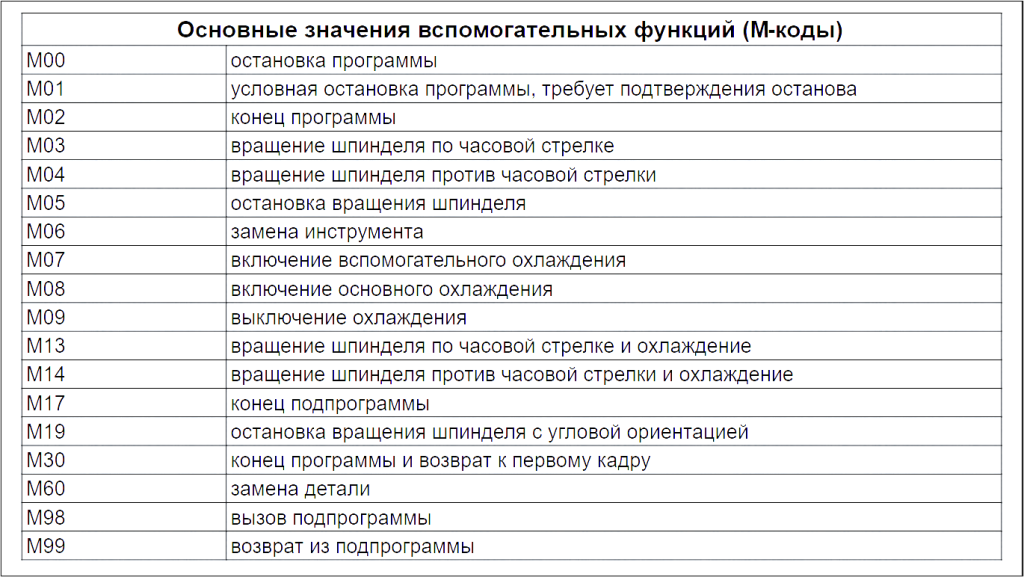
Значения вспомогательных функций для станков
Технологические команды используют одиночно или в сочетании с другими. М-код для включения какой-либо функции обязательно должен иметь парный код для ее выключения. Например: команда M3 запускает вращение шпинделя по часовой стрелке (М4 — против часовой), а их парный код M5 — останавливает вращение.
Поддержка на базе систем CAD, CAM, САЕ
Современные станки ЧПУ оснащены всевозможными сервисами, которые автоматизируют и упрощают работу. Компьютерное моделирование осуществляют при помощи системы CAD (Computer Aided Design), а производственный процесс — САМ (Computer Aided Manufacturing).
Методика CAD помогает спроектировать любое изделие и оперативно оформить необходимую техническую документацию. САМ системы рассчитывают траектории перемещения рабочего инструмента, выводят команды управления на дисплей.
Чтобы рассчитать прочность конструкции, провести анализ тепловых, химических и иных процессов в обрабатываемых деталях, была разработана САЕ система (Computer-Aided Engineering).
Проектирование и создание программы управления условно состоит из следующих этапов:
- В системе CAD создают чертеж изделия или трехмерную модель.
- Готовый чертеж или модель детали загружают в систему САМ, чтобы определить ее геометрические особенности, выбрать подходящий рабочий инструмент и вид обработки.
- На основе расчетов САМ производит сверку траекторий. Если системой обнаружены ошибки, оператор вносит исправления и проводит дополнительную сверку.
- Система автоматически создает код управляющей программы под конкретный тип станка и обрабатываемый материал.
Система ЧПУ FANUC
Существует целый ряд современных систем ЧПУ от ведущих разработчиков, таких как Siemens, Heidenhain, Syntec, H-NC и других. В целом они идентичны друг другу, однако каждая имеет свои особенности и по-своему удобна для пользователя.
Среди всего многообразия наиболее распространенной и доступной на сегодняшний день остается FANUC. Это известный мировой производитель средств промышленной автоматизации. Рассмотрим подробнее принцип работы на ее примере.
Основные элементы системы разработаны и произведены в Японии, гарантируют высокую надежность и безупречное качество. Компания разрабатывает многофункциональные и производительные программы для ЧПУ станков любой степени сложности, производит и обслуживает технологическое оборудование.
Контроллер оснащен компактным функциональным дисплеем и прост в использовании. Программное обеспечение с интуитивно понятным интерфейсом, необходимая информация отображается на одном экране.

Многофункциональный дисплей на панели управления
Создание управляющей программы в стандартных G-М-кодах отличается простотой. Система позволяет без особого труда программировать резку, фрезерование, сверление и другие команды. Подходит для работы на токарных, фрезерных и комбинированных станках в режиме многозадачности.
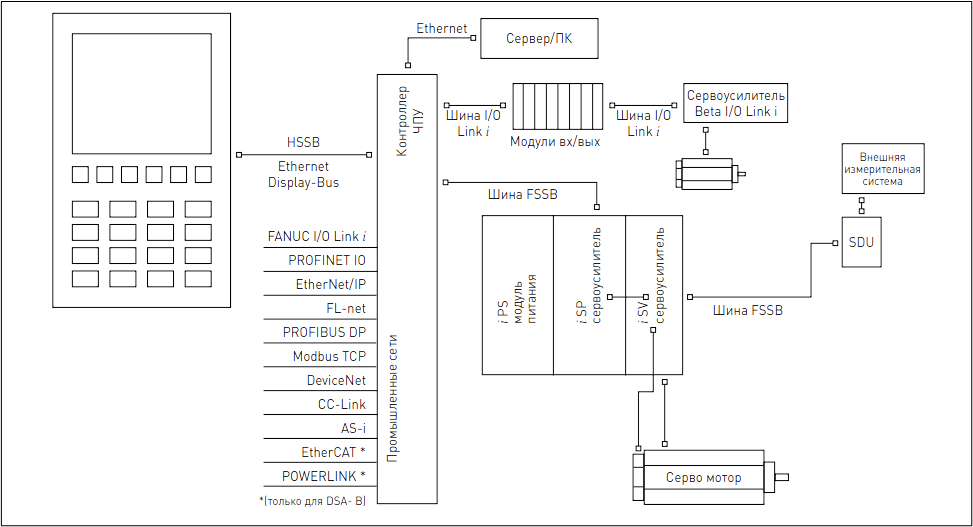
Общая схема программного управления
Преимущества:
- своя операционная система с надежной защитой от помех и вирусов;
- оперативность передачи данных;
- точность и плавность позиционирования;
- высокое качество обработки и возможность компенсации погрешностей;
- гибкость при проектировании рабочих команд;
- понятная графическая система программирования;
- вывод всей информации на дисплей с возможностью диагностики;
- простота обслуживания и низкая стоимость эксплуатации.
В системе FANUC основные буквенные коды ЧПУ совпадают с общепринятыми, однако некоторые команды могут отличаться. Напомним, подготовительные G-коды задают траектории движения инструмента и различные параметры обработки, M-коды управляют вспомогательными функциями. Полный перечень функций с их значениями подробно описаны в технической документации на конкретное оборудование.
В статье мы рассказали о применении основных G- и M-кодов ЧПУ для станков. Теперь вы знаете, что современное программное управление оптимизирует работу, повышает эффективность производства и точность обработки материалов. Если у вас остались вопросы, обращайтесь к специалистам нашей компании.